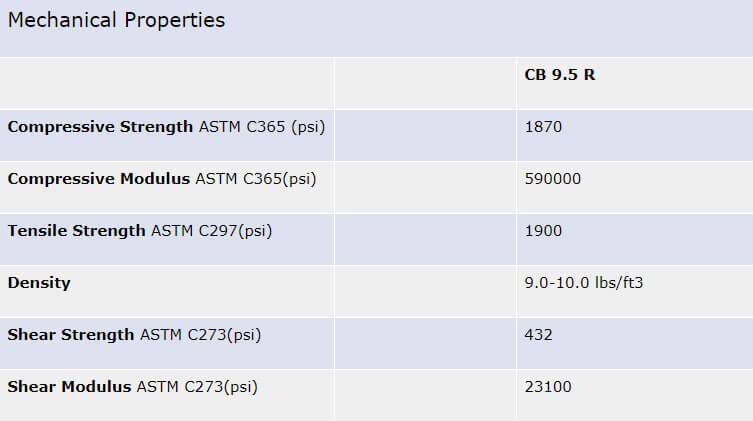
End Grain Balsa, a highly processed ultra light wood product, imparts impressive strength and stiffness to the sandwich panel.
The end grain configuration of balsa provides high resistance to crushing and is very difficult to tear apart. End grain balsa cored panels also have the ability to handle excessive dynamic loads with high resistance to fatigue. Until recently, end grain balsa was excluded from some weight sensitive applications, as there were lower density foam cores available. Now, through controlled growing and careful selection, CarbonBalsa balsa wood is competitive in weight, as well as offering superior performance in stiffness and strength, particularly where local crushing or bruising is a concern.
Carbon-Core is a proud CarbonBalsa balsa wood supplier.
CarbonBalsa is select quality, kiln-dried, end-grain balsa wood suitable as a structural core material in composite sandwich construction. CarbonBalsa balsa wood is a naturally renewable resource. The balsa plant (Ochroma lagopus) grows from seedling to mature balsa tree in 4-6 years and reaches heights up to 25 m (90 ft) before dying in 8-10 years. Tropical winds spread balsa seeds throughout the equatorial highlands of Ecuador where mature trees are harvested. The trees are then milled and kiln-dried. After being converted to CarbonBalsa, the product is supplied to Carbon-Core Corp, your balsa wood supplier in the USA, Europe Mexico, France etc… and finally you.
CarbonBalsa’s end-grain orientation gives it exceptional compression and shear properties. As an added benefit, CarbonBalsa provides good thermal and acoustic insulation. CarbonBalsa is available in two different balsa densities. CarbonBalsa is available as a surface primed version of CarbonBalsa, which improves installation quality, shortens application time and reduces resin absorption. CarbonBalsa balsa sheets are sanded after filling and drying.
CarbonBalsa is available either scrimmed and scored (1″ X 2″ blocks) up to 24″ X 48″ size or rigid sheets up to 24 ” X 48 ” size as well as solid blocks.

Working With CarbonBalsa End Grain Balsa
CarbonBalsa by Carbon-Core balsa wood supplier is available in a variety of forms chosen for specific applications or processes.
R – is a rigid variety. It is not scored or scrimmed nor is it sealed. It is used predominantly in flat panel construction.
F – is a scrimmed and scored variety that is not seal coated to reduce resin consumption. It is used in applications where simple and compound curves may be encountered.
S – is a scrimmed and scored variety that has been seal coated to reduce resin consumption and enhance bond.
IG – is an infusion grade of balsa that has been perforated and the faces channeled for resin distribution.
Open or Contact Molding
CarbonBalsa may be applied by either bedding into sufficient wet laminate or into a bedding compound such as CarbonBond CBC.
Whether bedding into CSM (Chopped Strand Mat) or into CarbonBond CBC certain procedures must be followed for successful application. For many years, end-grain balsa has been used in sandwich core composites. It’s high compressive and shear strength and relative low supply cost have made it the core of choice for many applications. Recently, much discussion has been made over moisture intrusion after the structure is built and what effect that moisture may have. What had not been addressed is the effect moisture has on the lamination process. There has been a steady increase in incidents of de-lamination and inhibited bond line resin cure over the last several years and always appeared couple to increased relative humidity. What we will examine here is: “What changed and how do we cope with it?”
More than forty years ago, the National Forest Products Laboratory and others, determined that end-grain balsa could be successfully supplied and used with polyester resin at moisture contents as high as 16% and this standard is still offered by them. Through testing conducted over the last couple of years we have determined that the threshold where moisture content affects the cure and bonding characteristics is much lower than that and problems can be observed as low as 9.5 or 10%. The balsa hasn’t changed. In a natural product, as the humidity increases so does the moisture content of the balsa, just as it always has. During our course of testing we used sample laminating resins from 5 sources and balsa from three balsa wood suppliers. Tests were made with all combinations of resin and balsa at specific moisture contents. 8 to 9% – With all the sample balsa wood supplier combinations complete cures and excellent core to laminate bond was observed. The resins we use have changed considerably, in most cases, to meet mandated lower styrene monomer levels. Some polyester resins in the past had styrene contents of 45 to 49%. They are now at 32 -35%. We believe the higher styrene content made the resins more tolerant of moisture content, either absorbing or displacing it. 9.5 to 10 % – Scrimmed and scored varieties displayed inhibited cures, particularly on the scrim side. Some milky appearance in the scrim grids indicated that the scrim itself had retained moisture. 10.5 to 12% – As much as 100% bond line inhibition was observed with outer skins being completely cured and the skin/core interface with a thin layer of sticky, uncured resin. There are sometimes air pockets observed (never bonds) as well as de-laminations.
Changes in the resins have affected how resins respond to changes in moisture content of the balsa. The moisture content threshold for successful bonding is far lower than available literature and standards would indicate as these have not been updated in more than 40 years. With the observation that relative humidity directly affects the moisture content and therefore the performance when laminated, correct storage is extremely important. Carbon-Core Corp. recommends the storage of all CarbonBalsa products in the original packaging in a climate controlled environment (essentially an air-conditioned room). Fluctuations in moisture content will be significantly reduced by observing this practice.
![]()
Molding Steps
- CarbonBalsa R and F are not sealed. Therefore, the “down” side must be “hot coated” with catalyzed laminating resin and allowed to cure at least two hours before the core is installed. This procedure seals the end grain and brings it to the same state as the S variety.
- If CarbonBond CBC is used, the Bond Line Gel Time should be determined by catalyzing a small amount of the Core Bedding Compound and spreading it on a flat surface approximately 1 mm thick. CBC should be catalyzed at he ratio prescribed for the expected ambient shop temperature. Prime six 2″ x 2″ blocks of sealed balsa with catalyzed laminating resin and lightly press them into the CBC. Close to the projected gel time (say 30 minutes) twist one of the blocks slightly, then a subsequent block every 5 minutes until it one doesn’t move and note the gel time.
- The core material should be precut and pre-fit before bonding in place. This is particularly important when vacuum bedding the core. The sheets should fit together with minimal gaps and all edges that don’t butt into another surface should be beveled with a slope length 3 times the core thickness. Bevel strips may be used if the core cannot be beveled so as to eliminate voids and fiber crimp that occur when laminating around sharp corners.
- Check the cured laminate surface that the core will be bedded to for smoothness. There should be no ridges or protrusions that may hold the core off the surface. It may be necessary to sand the surface with 80 grit paper for good adhesion depending on the resin system and length of time it had cured. Remove any sanding dust prior to core installation. If there is any uncertainty, follow the resin supplier’s guidelines and test the bond to a sample of the laminate before installing the core.
- CarbonBond CBC should be brought to the ambient shop temperature of 65 to 85 deg F (18 – 29 deg C) and mechanically mixed to a uniform consistency in the original pail and working from the bottom up. Storing the pails upside down will result in faster re-mixing.
- Refer to the CarbonBond CBC Catalyzation Guide in the Carbon-Core Handbook and allow for the empty weight of the 5 gallon pail. Blend the required amount of catalyst and Carbon-Bond CBC with a mechanical mixer until an even pinkish color is obtained with no streaks. A clean blade or stick should be used to scrape the sides and bottom of the mixing pail.
- When vacuum bagging or with larger applications, priming of the core and troweling of the Carbon-Bond CBC should occur concurrently to best use the available working time.
- A flat trowel, held at 80 degrees to the surface, should be used to apply the Carbon-Bond to a thickness of .04″ (1 mm) on flat surfaces. On highly curved surfaces or where the balsa is more than one inch thick, more CarbonBond may be required to fill the kerfs. After resin priming, drape the balsa, scrim down, over a drum (covered with plastic film) and trowel the CarbonBond into the kerfs. This will improve the integrity of the core layer and prevent moisture collection should the skins be damaged.
- The side of the core to be bedded (down side) must be prime coated with catalyzed laminating resin just prior to putting the core in place. The appropriate amount of resin to coat S CarbonBalsa is 0.7 oz/ft^2 (215 gm/m^2). As stated before, the F and R must be “hot coated” with catalyzed laminating resin and allowed to cure at least 2 hours prior to installation. Lay the core flat and spray or roll (with a short napped roller) approximately 1.5 oz/ft^2 (430 gm/m^2) Be careful not to apply too much resin so as not to glue the core blocks together. Re-coat with catalyzed resin just before installation as you would for the CarbonBalsa S. Coating the kerfs of F and S will help the CarbonBond CBC flow into and fill open kerfs. To allow easy clean-up, cover a drum with plastic film and lay down the core to open the kerfs in one direction. Apply the catalyzed resin with a brush and turn the sheet 90 degrees to open the kerfs in the other direction. It is recommended, whenever possible, to install scored balsa scrim side up. If the scrim must be placed down, it is recommended that the scrim side be pre-coated to displace air from the scrim weave within one minute of bedding the core to prevent blocks of balsa from detaching from the scrim. It is not recommended to prime coat ahead of time.
- Place the primed surface of the CarbonBalsa onto the CarbonBond coated laminate. Use moderate pressure to bed the core sheet evenly into the CarbonBond CBC with metal laminating rollers which forces the Carbon-Bond CBC into any open kerfs filling them as much as possible. Avoid walking on or applying excess pressure to prevent squeezing CarbonBond out of the bond-line resulting in possible starved or dry bond locally. Prime and place any fillet strips at this time.
- The vacuum bag must be sealed and a vacuum drawn before the CarbonBond CBC and resin start to gel. The initial core compaction should be at 10 in-Hg (checked at the bag) and then reduced to 5 in-Hg after a few minutes until the resin/bonding compound has cured.
- After curing, check the bond. Tapping the scored blocks will reveal any voids in the bond-line. Voids must be repaired before adding subsequent laminates.
The information content is based on limited data available to Carbon-Core Corporation and our experience with general properties of specified products. Therefore, no warranty or representation is expressed or implied as to the accuracy of this information or to the results and/or consequences of the application of this information or the products.

For many years, end-grain balsa has been used in sandwich core composites.
It’s high compressive and shear strength and relative low cost have made it the core of choice for many applications. Recently, much discussion has been made over moisture intrusion after the structure is built and what effect that moisture may have.
What had not been addressed is the effect moisture has on the lamination process. There has been a steady increase in incidents of de-lamination and inhibited bond line resin cure over the last several years and always appeared couple to increased relative humidity.
What we will examine here is: “What changed and how do we cope with it?”
What Changed?
More than forty years ago, the National Forest Products Laboratory and others, determined that end-grain balsa could be successfully used with polyester resin at moisture contents as high as 16% and this standard is still offered by them. Through testing conducted over the last couple of years we have determined that the threshold where moisture content affects the cure and bonding characteristics is much lower than that and problems can be observed as low as 9.5 or 10%.
The balsa hasn’t changed. In a natural product, as the humidity increases so does the moisture content of the balsa, just as it always has.
The resins we use have changed considerably.
In most cases, the changes come as a way to meet mandated lower styrene monomer levels. Some polyester resins in the past had styrene contents of 45 to 49%. They are now at 32 –35%. We believe the higher styrene content made the resins more tolerant of moisture content, either absorbing or displacing it.

Testing
During our course of testing we used sample laminating resins from 5 sources and balsa from three manufacturers. Tests were made with all combinations of resin and balsa at specific moisture contents.
8 to 9% – With all sample combinations complete cures and excellent core to laminate bond was observed.
9.5 to 10 % – Scrimmed and scored varieties displayed inhibited cures, particularly on the scrim side. Some milky appearance in the scrim grids indicated that the scrim itself had retained moisture.
10.5 to 12% – As much as 100% bond line inhibition was observed with outer skins being completely cured and the skin/core interface with a thin layer of sticky, uncured resin. There are sometimes air pockets observed (never bonds) as well as de-laminations.
Conclusion
Changes in the resins have affected how resins respond to changes in moisture content of the balsa.
The moisture content threshold for successful bonding is far lower than available literature and standards would indicate as these have not been updated in more than 40 years.
Recommendations
With the observation that relative humidity directly affects the moisture content and therefore the performance when laminated, correct storage is extremely important.
Carbon-Core Corp. recommends the storage of all CarbonBalsa products in the original packaging in a climate controlled environment (essentially an air-conditioned room).
Fluctuations in moisture content will be significantly reduced by observing this practice.
Click on a picture to enlarge it.
-

- Flexible end grain balsa wood
-
- Rigid end grain balsa wood
-
- Coated flexible and rigid end balsa wood
-

- End grain profiles
-

- Lightweight
-
- Extremely high strength-to-weight ration
-

- In the transport industry
-

- In the marine and aquatic industry
-
- CarbonBalsa Slope Bottom kit for chemical tank industry

