Our CarbonBond Pourable Ceramic Transom Compound is perfect for your next transom repair or new boat manufacture.
Carbon-Core Corp. formulates its Ceramic Pourable Compound with premium polyester resins and high strength ceramic spheres resulting in high tensile and flexural strength.
This lightweight compound is ideal for filling large volumes where strength and rigidity are major concerns. The Ceramic Pourable Compound mixes and pours easily from the 5-gallon pail.
Compressive Strength Comparison
CarbonBond features:
- Excellent rigidity and strength
- Formulated with premium resins
- Low exotherm
- Mixes easily, pumpable or pourable
- Excellent stability
Uses:
- Filling large volumes
- General purpose filler
- Radius compound
- Structural applications where high compressive strength is required
Instructions for Use
STEP 1

Cavity needs to be dry and void of holes. In order to have a valid claim in case there is an issue with curing , you must perform a small test batch (and retain it for future analyzing)of about 1 quart, to monitor gel time and cure rate, that may allow you to closely estimate the time you will have to get the material into the cavity. If any problems are evident during test batch, do not proceed further . You can pour the test batch into cavity as there is a 24 hour window to work the cavity in multiple pours if necessary and still have a perfect chemical and mechanical bond. Once you have determined the correct quantity of material to fill the cavity in continuous pour, catalyze the correct amount of material, no more than 5 gal at a time. Working time should be at least 20 min up to an hour, depending on atmospheric and climate conditions. Mix EXACTLY the correct amount of catalyst into PTC. This is critical, as too little catalyst(under 0.7%) or too much catalyst(3%) will result in material not curing at all.
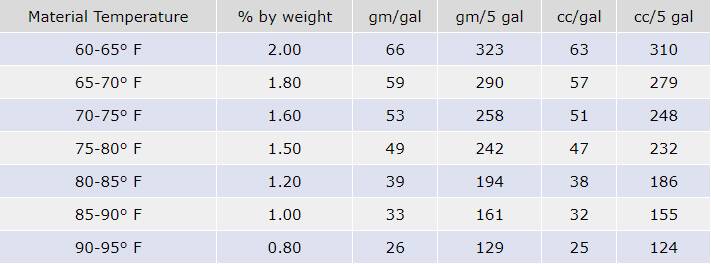
Catalyzation Chart
Click table to enlarge.
A winter version is also available.
Using a heavy duty double mixing blade, attached to a heavy duty ½” or larger drill, mix the product for 5 minutes. Use a mixing head with two blades, at least 4″ in diameter. PTC does not expand, nor shrink when mixed.
STEP 2
In about 2 hours, or after the material has totally solidified, remove the dam(if used) and proceed with laminating, drilling and further fabrication, if necessary. Material reaches full cure in about 48 hours, but you can start working on it as soon as it has solidified and cooled down.
Material should never exceed 160 F during curing cycle.
CarbonBond POURABLE TRANSOM COMPOUND is ceramic filled polyester exhibiting exceptional physical properties.
In particular, the compressive strength has been documented by an independent testing laboratory to be 3,895 psi (ASTM 695). This is several times that of plywood and 8 to 10 times that of PVC foam. In addition, the failure mode shows elastic yielding before failure. This makes the CarbonBond POURABLE TRANSOM COMPOUND material an excellent choice for critical applications such as coring transoms on power boat hulls.
There are three methods of employing the CarbonBond POURABLE TRANSOM COMPOUND material as a transom core:
A. Specially Designed Hull Liner
By appropriately designing the hull liner at the transom, a gap can be created into which the CarbonBond Pourable Transom Compound can be poured or pumped. Special consideration needs to be given to the details of bonding the liner to the hull so that a minimum of added time and material is required to seal the cavity.
The advantages are:
- The laminate to core bonds are exceptional
- The cycle time and labor are greatly reduced
- The absence of wood is a marketing advantage
B. Use of Transom Jigs
An alternative method that does not require retooling before being able to utilize the CarbonBond Pourable Transom Compound material involves the use of reusable transom jigs, although other material will work also. After the hull is laminated, the jig is set in place and taped all around. The CarbonBond Pourable Transom Compound material is poured into the gap. After it has gelled, the jigs can be removed. Depending on the choice of material and release system employed, some surface preparation may be required in order to ensure adequate bonding of the subsequent laminate. An alternative to the above method involves skinning out the backside of the hull jig with 1 1/2 ounce mat prior to setting it in the boat. This provides a superior core to laminate bond. Next, a suitable laminate is added to the backside of the core or the 1 1/2 once mat. Because of the physical properties of the CarbonBond Pourable Transom Compound, it may be possible to reduce the laminate compared to that which is required for other cores. This should only be done after appropriate testing is conducted.
C. Filling the Cavity
Introducing the material into the cavity can be done either manually or by using dispensing equipment. It is critically important to ensure that sufficient catalyst levels are employed and that thorough mixing takes place. Hand mixing can be an effective way to guarantee consistently takes place. The Carbon-BOND POURABLE TRANSOM COMPOUND material is truly an exciting new product, being successfully employed by quality conscious, efficiency-minded boat manufacturers.
Click table to enlarge.

The chart shows the recommended catalyst addition for a working time of approximately 18 to 20 minutes
Formulated for average material temperatures greater than 75° F
Viscosity Ranges:
Viscosity (m) tests performed on Brookfield RVT (#7 spindle) at 77 deg F.
Click table to enlarge.

Gel Properties:
Sample mass is 150 g initiated with 1.5% with DDM-9 MEKP @ 77 deg F
Gel Time: 18 – 24 min
Interval: 20 – 28 min
Total: 38 – 52 min
Peak Exotherm: 150 – 180 º F
Product Specifications:
Color and odor: Gray with styrene odor
Physical appearance: thick liquid
Weight per gallon: 7.1 – 7.3 lbs/gal
Uncured stability: 3 to 4 months (depending on storage)
Disclaimer:
The information contained herein is solely for informational purposes. Suitability to task should be determined by user prior to specific application. Nothing herein constitutes a warranty, express or implied, including any warranty of merchantability or fitness. Before use and handling of this product, consult its MSDS for important safety information.

Using a temporary HDPE dam–This is the least efficient way.

Using the hull liner as the dam – Hull foam flotation is typically used to seal the liner/hull joint so as to prevent leaking of the transom material into the bilge.

Using an FRP stringer as the dam – The aft end of the stringer assembly “sweeps up” to form a 1 ½” gap at the transom. It gets taped in at the transom when the assembly is taped in.
Using a separate FRP part as the dam – This is laminated off line, trimmed and taped in place.

